-

-
浔之漫智控技术(上海)有限公司
15618722057



热门搜索:

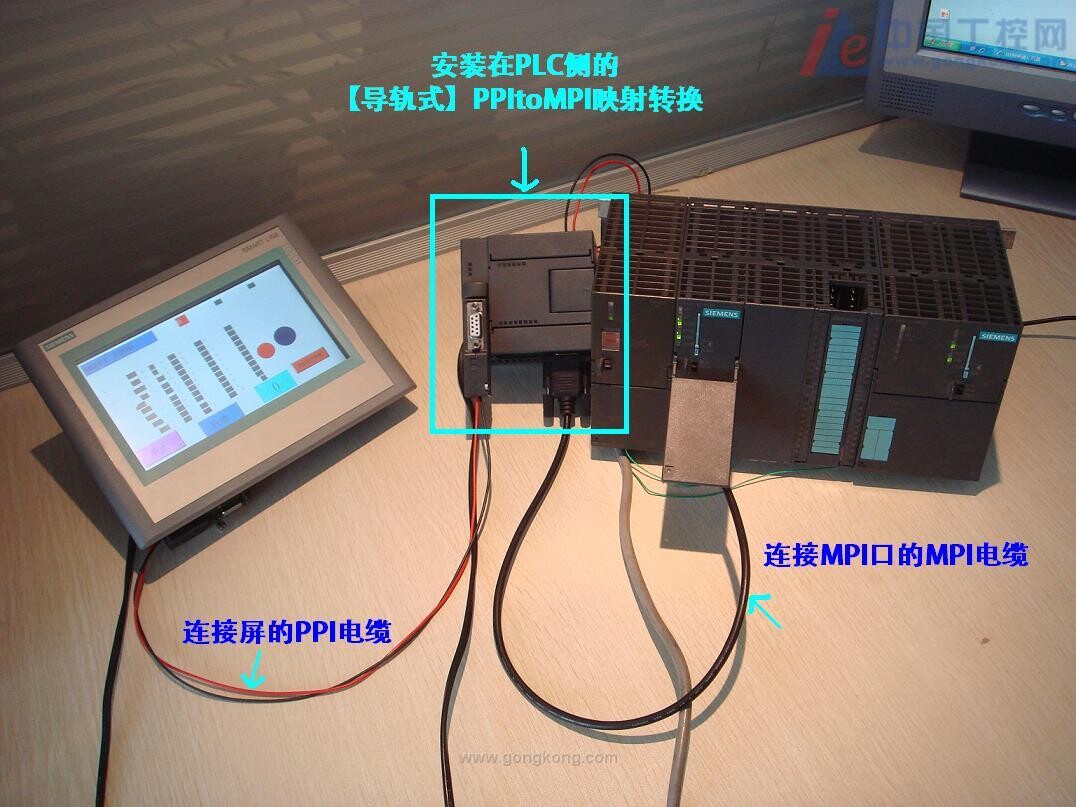
由于电镀自动生产线上有三台行车同时自动工作,所以采用了三台PLC和三台变频器,一台PLC和一台变频器控制一台行车;PLC选用的是三菱公司FX2n-48MR系列可编程控制器,变频器选用的是三垦公司ES-0.75K。行车在工作时通常都悬挂着电镀工件,如果行车在起动和停止的中速度太快或不够平稳,则悬挂的工件就容易掉下挂具,因此行车的速度用变频器控制使之可调,根据电镀生产线的实际情况,行车设计有快速、中速和慢速三种运行速度,分别设定为80Hz,40Hz和13Hz,行车作自动运行时,PLC通过检测安装在行车上的传感器的各种,向变频器发出指令,行车以慢速起动,运行平稳后就转人中速然后快速运行,在停止前,行车由快速转人中速,然后以慢速运行直至行车准确停在目标镀槽位置上;行车由慢速转中速转快速,再由快速转中转慢速,可以通过变频器的加、减速时间曲线平稳过渡。
行车步数显示主要是用于显示电镀工艺的执行,由PLC的输出口通过七段译码电路4511连接LED数码管显示,根据不同的电镀工艺要求,每台行车的步数从0步开始至几十步上百步不等,具体由PLC程序编制。
每台行车上安装有五个传感器,选用的是OMRON公司的电感式接近开关,其主要作用是负责行车上、下工件定位、镀槽定位以及行车运行向PLC发出变速等。
行车控制是通过外部的开关、按钮、按键等与PLC的输入端口连接,包括三台行车的联动控制和单台行车控制;单台行车控制只能控制本台的行车,不能控制另外的两台行车,单台行车控制设计有手动操作和自动运行选择、单周期和循环运行选择、紧急暂停以及行车程序步数的任意设定;联动控制设计有运行和复位操作按钮以及工艺选择,可以使三台行车自动、同步、循环不断地工作,可以选择不同的电镀工艺以镀出不同的工艺品种。
三、设计
设计程序流程框图如图2所示。
按此在新窗口浏览图片
三台行车的主程序和调用的各个功能子程序都是一样的,但调用的工艺子程序就各不相同,每台行车根据自己在生产线上不同的工作区域执行的工艺编制不同的工艺子程序,本文给出一些主要的程序框图和就一部份主要的程序进行阐述。
1.初始化
初始化对于每一套程序都是必需的,每一次PLC上电或对PLC强制复位都要初始化,主要是对在程序中使用到的PLC各种计数器、定时器、寄存器等进行复位和设置,同时保留上次运行需要记忆的各种数据,完成运行前的各项工作。
2.复位和暂停子程序
由于行车在工作中有时会有突发事件或行车需要暂时停一下处理其它的工作,因此在中设计了复位和暂停两个功能,针对行车不同的情况和需要使用,为使行车在运行中可以随时对进行复位或暂停行车工作,实现这两个功能的程序都采用中断子程序,如图3是复位中断子程序,图4是暂停中断子程序。
按此在新窗口浏览图片
i10HyNRd